For precision composite engineering projects, picking the right core material matters a lot. It can change strength, weight, how fast you can build parts, and total cost. So how do you compare options and decide if Rohacell IG-F Foam is the right fit for a demanding job? Start by looking at its main properties, how it behaves during processing, and what your part actually needs. This industrial polymethacrylimide (PMI) foam is a strong choice for engineers who want parts that are light, strong, and consistent.


What Is Rohacell IG-F Foam and Why Choose It for Composite Engineering?
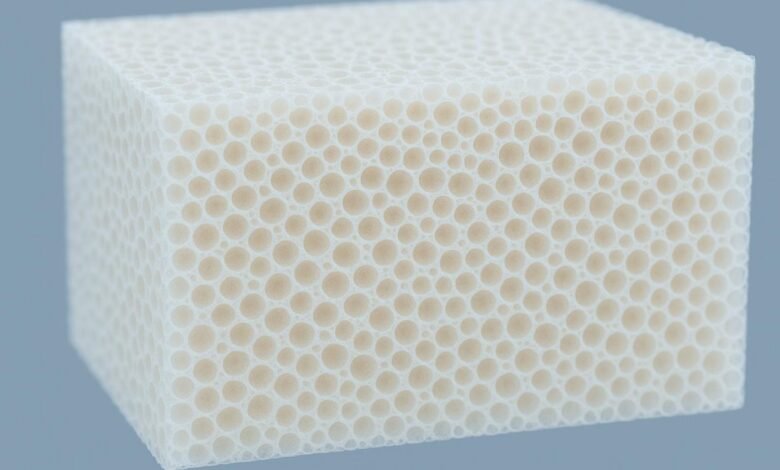
Rohacell IG-F is a rigid foam made for industrial use. The “IG” label means it is meant for industrial applications, and the “F” points to its fine cell structure, which has a big effect on how it performs. It is based on polymethacrylimide (PMI) chemistry and is a closed-cell foam. It also contains no CFCs, which fits many current environmental requirements. Even at low density, it offers strong mechanical performance, good temperature stability, and strong resistance to slow compression over time (creep), often doing better than many other rigid foams.
Key Properties of Rohacell IG-F
Rohacell IG-F is popular because its properties are well balanced. Its fine cell structure helps reduce resin soak-in on cut surfaces after shaping. That detail matters because it can lower final part weight and reduce resin use, which also lowers cost. It also stays stable at higher processing temperatures, so it works with several advanced composite methods.
Because it is closed-cell foam, moisture mainly enters slowly by diffusion. It can absorb moisture from the air, but this is mostly reversible. If you dry it correctly, it can return close to its original mechanical performance and size stability.
How Rohacell IG-F Improves Precision and Performance
Precision composite work often needs tight control over weight and dimensions. Rohacell IG-F helps by limiting resin soak-in, which supports tighter weight control. It can handle higher temperatures and pressure during processing, so it can be used in faster curing methods like autoclave work, resin infusion, or press molding. As a core in sandwich panels, it increases stiffness and damage resistance, so engineers can build parts that are lighter without giving up strength.
Typical Applications in Precision Composite Projects
Rohacell IG-F is used in many industrial projects. It is widely used in automotive and watercraft parts, where low weight and good strength matter. It is also common in medical technology, especially as a core for high-precision X-ray and CT table tops, where radiolucency and strength are required. It also works well in other industrial composite parts where high performance is needed.
How Does Rohacell IG-F Compare to Other Core Materials?
To choose a core, you need to know how it compares to other options. Many materials can reduce weight, but Rohacell IG-F’s PMI base and fine cell structure give it clear benefits, especially when precision is important and when processing uses higher temperatures.
Rohacell IG-F vs. Carbon Fiber Honeycomb
Rohacell IG-F and carbon fiber honeycomb each have strengths. Honeycomb can have an excellent strength-to-weight ratio, especially in shear. But honeycomb often needs potting compounds around inserts and edges, which adds weight and extra work. It can also be harder to machine into complex shapes. Since honeycomb is open-cell, resin can flow into the cells unless you seal it well, which can reduce the weight advantage.
Rohacell IG-F is a rigid foam, so it is easier to machine into complex shapes and usually does not need potting for many common details. Its closed, fine cells naturally limit resin uptake. Honeycomb can still win on specific shear strength in some designs, but IG-F often gives better overall results for many industrial parts because it is easier to manufacture, can be lower cost, and handles damage well.
Rohacell IG-F vs. Other Rohacell Grades
Evonik sells several Rohacell PMI foam grades, each made for different needs. Rohacell IG-F has a maximum curing temperature of 130°C and a coarse/medium cell size, and it is positioned as a solid industrial option.
If you need higher temperature resistance or certain aerospace approvals, other grades may fit better. Examples include Rohacell WF-HT or HERO, with curing temperatures up to 180°C, or even 190°C (XT-HT). Rohacell RIMA and HF have finer cell structures; RIMA has the smallest cells, and HF is known for strong dielectric performance for antenna parts. Rohacell HE has finer cells than IG-F and higher elongation at break, but it is not aerospace certified.
IG-F stands out because it balances mechanical performance, temperature stability, and cost for many industrial and medical uses, without the extra cost that often comes with specialized aerospace certifications.
Performance Benefits over Competing Foams
Compared with other common rigid foams like PVC or PET, IG-F’s PMI chemistry gives it strong heat resistance and good creep compression strength. That means parts can hold their shape and strength better during long-term loading and higher temperatures. This can improve service life and reliability.
Rohacell foams also keep good mechanical strength even at low densities, which supports aggressive weight reduction without major performance loss. Its resistance to many solvents also makes it compatible with more resin systems.
Mechanical and Thermal Property Analysis
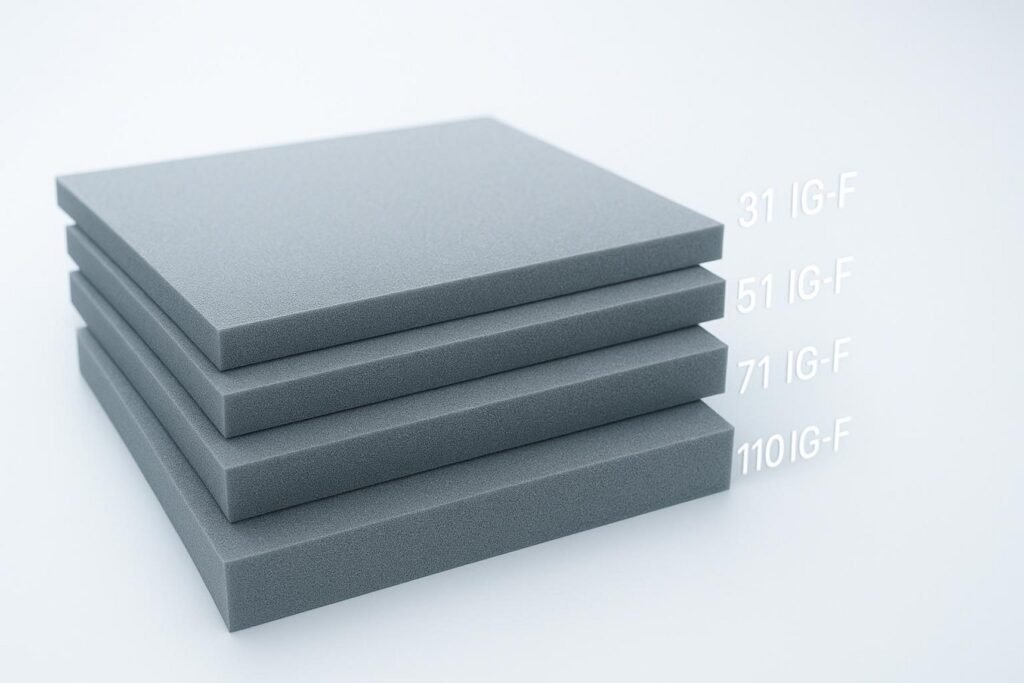
For precision composite work, mechanical and thermal values need to match the job. Rohacell IG-F comes in nominal densities of 31, 51, 71, and 110 kg/m³, giving options for different weight and strength targets.
It works with prepregs and is well suited for resin infusion and Resin Transfer Molding (RTM) up to 130°C and up to 0.3 MPa. This temperature stability helps the foam keep its shape during curing, which helps prevent issues that can affect part accuracy. Its closed-cell structure and PMI base support strong shear and compression properties, which matter for sandwich panel performance.
Which Rohacell IG-F Foam Grade and Thickness Should You Select?
The grade and thickness you pick affect strength, weight, and cost. Getting the balance right means matching the foam to the loads and the part design.
Recommended Densities and Thicknesses for Engineering Projects
Rohacell IG-F is offered in several nominal densities: 31, 51, 71, and 110 kg/m³. Each one changes the mix of weight, stiffness, and strength.
Here is a simple overview of common standard formats:
| Grade (Nominal Density) | Typical Standard Sheet Size | Typical Thickness Range |
| 31 IG-F | 2500 x 1250 mm (98.4 x 49.2 in) | 5-105 mm (0.20-4.13 in) |
| 51 IG-F | 2500 x 1250 mm (98.4 x 49.2 in) | 5-138 mm |
| 71 IG-F | 2500 x 1250 mm (98.4 x 49.2 in) | 5-115 mm |
| 110 IG-F | 2160 x 1100 mm (85.0 x 43.3 in) | 5-95 mm |
Standard thickness tolerance is usually +/- 0.5 mm (+/- 0.02 in). Other tolerances may be available if you need tighter control. If you need sizes or thicknesses outside the standard range, contact a Rohacell representative to discuss custom options.
Selecting Based on Load, Weight, and Stiffness Requirements
Your choice should come from the actual loads and limits in your design. If weight is the main driver and loads are moderate, a lower density such as 31 IG-F may fit. If the part must handle higher compressive and shear loads, higher density grades such as 71 IG-F or 110 IG-F are usually a better fit.
Key points to check:
- Load bearing: What compressive, tensile, and shear loads will the structure see? Higher loads usually mean higher density foam.
- Weight limits: If every gram matters (for example, performance automotive or watercraft), lower densities can help, but you still need enough strength.
- Stiffness target: Stiffness depends on both foam properties and core thickness. A thicker low-density core can sometimes match the stiffness of a thinner high-density core, but weight and design limits may change.
- Resin uptake: The “F” fine cell structure helps reduce resin uptake, which supports weight control and resin cost control across all densities.
By weighing these points, you can choose the best Rohacell IG-F grade and thickness for your precision composite part.
What Are the Processing and Handling Considerations?
To get accurate composite parts with Rohacell IG-F, you need the right processing and handling steps. The material is flexible in manufacturing, but good habits help avoid defects.
Machining and Shaping Rohacell IG-F for High Precision
Rohacell IG-F machines well. You can usually work it on standard wood or plastic machines without lubricants, using common tools. Typical operations include milling, drilling, turning, sawing, and sanding. For complex 3D shapes, CNC wood or plastic machines work very well and can hold tight tolerances.
Its closed-cell structure also makes vacuum fixation workable during machining, which helps keep the foam from moving during more detailed work.
Rohacell IG-F can also be thermoformed into complex shapes. It becomes thermoelastic and moldable at about 175°C to 220°C, depending on the grade and density. Cold forming is also possible: vacuum-fix the sheet to a die, heat it, then cool it slowly to hold the 3D shape. A typical minimum bend radius is about twice the panel thickness.

High-Temperature Processing and Autoclave Suitability
Rohacell IG-F works with higher-temperature composite processes. It supports prepreg use and is well suited for resin infusion and RTM up to 130°C and up to 0.3 MPa.
Moisture content is a key issue. Like most foams, Rohacell can absorb moisture from the air. If you process above 100°C while moisture is present, steam can form and hurt bonding between the skins and the core. Dry Rohacell IG-F sheets before higher-temperature processing.
Dried or heat-treated (HT) material can be supplied from the factory, often sealed in diffusion-proof aluminum bags to keep it dry. After you open the bag, the allowed out-time is limited and adds up over multiple uses (even if you return it to the bag between uses).
Minimizing Resin Uptake: Methods to Reduce Core Weight
The “F” label means the foam has a fine cell structure that is made to absorb less resin on the cut surface after shaping. This helps reduce final weight and resin cost.
You can also reduce resin uptake through processing:
- Machine the surface cleanly to avoid roughness and crushed cells.
- Use vacuum bagging methods that control resin flow during infusion, so resin does not pool at the skin-to-core interface.
Surface Preparation and Bonding Best Practices
Good bonding between the Rohacell IG-F core and composite skins is key for part strength. Rohacell IG-F works with most common adhesive systems, including polyester, vinyl ester, and epoxy resins. These can be used with hand lay-up or with vacuum support.
Before bonding, always remove dust from the foam surface using oil-free compressed air. This removes loose particles that can weaken the bond. Adhesives also grip into the fine cut cells at the surface, which helps create a strong interface between the core and the laminate.
What Are the Key Factors in Sourcing Rohacell IG-F Foam?
Buying Rohacell IG-F for precision composite work is more than picking a vendor. You want the right grade, reliable delivery, and support when questions come up.
Product Data and Mechanical Properties to Request
Ask for product data sheets when sourcing Rohacell IG-F. These usually list mechanical properties like compressive strength, shear strength, modulus, and density for each grade (31, 51, 71, 110 IG-F). This data helps confirm the foam matches your design needs. If your project has special load cases or environment limits, ask for the most relevant data for those conditions. You can also request a Certificate of Conformance to confirm the material meets the required quality standards.
Sheet Sizes, Delivery, and Lead Time Considerations
Rohacell IG-F is commonly sold in standard sheet sizes such as 2500 x 1250 mm for 31, 51, and 71 IG-F, with the thickness ranges listed earlier. Rohacell 110 IG-F is commonly supplied in 2160 x 1100 mm sheets with thicknesses from 5-95 mm.
If you need non-standard sizes or thicknesses, contact a Rohacell representative or supplier to discuss custom orders. Custom sizes can change lead time and price. Also be aware that large sheets or custom cuts may include extra charges, such as crate charges (for example, $75 for 24″x48″ sheets or $125 for 4’x8′ sheets, based on market data from July 2026). Confirm shipping schedules and lead times early, especially if your build schedule is tight.
Certifications and Compliance for Aerospace/Automotive Applications
Rohacell IG-F is sold as an industrial grade, but the Rohacell product line is used in industries with strict quality requirements. For example, Evonik has an Aerospace Quality Management System certified to EN 9100:2018 / AS9100:2016 and has been listed in the OASIS database since March 2007.
IG-F itself is commonly used in automotive, watercraft, and medical parts (including X-ray/CT table tops). For your specific automotive, medical, or other regulated use, confirm what certifications or compliance paperwork your supplier can provide.
Supplier Selection: Expert Support and Competitive Pricing
Supplier choice matters because good support can save time and reduce mistakes. A strong supplier can help you compare grades, densities, and processing limits so you pick the right option for your part.
Pricing also matters, especially for production builds. Some suppliers offer volume discounts where unit price drops at higher quantities (for example, 12+ units may cost less per unit than 1-5 units). Ask about bulk pricing and longer-term supply options if you expect repeat orders.
How to Troubleshoot Common Issues When Using Rohacell IG-F?
Even with good materials, problems can happen in advanced composite builds. Knowing the common issues with Rohacell IG-F helps you fix problems faster and protect part quality.
Addressing Machining Defects and Inconsistencies
Rohacell IG-F is usually easy to machine, but issues like chipping, rough edges, or size variation can still occur. Start by checking your tooling. Cutting tools should be sharp and suitable for wood or plastic foams. Dull tools can tear or crush cells, which hurts surface finish and accuracy.
Also check machining settings such as spindle speed, feed rate, and depth of cut. Cutting too aggressively can create extra heat and poor chip removal, which can damage the foam. For very small features, micro-machining tools may help. If you are using CNC, confirm tool paths and programs match the geometry, and make sure vacuum fixation is strong enough to stop the foam from shifting. If problems persist, it is worth consulting an experienced ROHACELL® distributor like Chem-Craft, which offers technical support on foam processing and machining.
Preventing Delamination or Core Crushing
Delamination (skin separating from core) and core crushing are serious failures. To reduce risk with Rohacell IG-F:
- Surface preparation: Remove dust using oil-free compressed air before bonding.
- Moisture control: Moisture can turn into steam during hot cures and create voids. Dry the foam (or use pre-dried/HT material) for higher-temperature processing. Store unused material in diffusion-proof bags.
- Adhesive choice: Use an adhesive that works with Rohacell and matches your cure temperature. Epoxy, polyester, and vinyl ester systems are common choices.
- Cure settings: Follow the resin supplier’s cure schedule and stay within IG-F limits (up to 130°C and 0.3 MPa for resin infusion/RTM). Too much pressure can crush lower-density foam; too little pressure can leave voids. Apply pressure evenly.
- Resin control: Too much resin at the bond line can create resin-rich zones that crack more easily. Aim for a strong bond without excess resin.
Conclusion
Choosing a core material is a key step in precision composite engineering, and Rohacell IG-F foam is often a strong option because it offers a practical mix of performance and flexibility. Its PMI chemistry, fine cell structure, and stable behavior during processing support light, stiff, accurate parts in areas like high-performance automotive and medical equipment. It also works with advanced manufacturing methods and offers strong mechanical and thermal performance.
As advanced composite manufacturing keeps moving forward, demand will keep growing for materials that offer high strength at low weight and are easy to process. Rohacell IG-F has a strong track record and is well positioned for future industrial and medical composite needs. By understanding its limits and using it the right way, engineers can build lighter, more efficient, and more durable composite structures while keeping good control over precision and cost.



